







武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,五金模具廠,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。
選擇更合適的注塑模具需要滿足一下要求。
良好的尺寸穩定性在注塑成型時,注塑模具型腔的溫度要達到300℃以上。為此,1好選用經適當回火處理的工具鋼(熱處理鋼)。否則會引起材料微觀結構的改變,從而造成注塑模具尺寸的變化。

武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。
模具長時間使用后必須磨刃口,研磨后刃口面必須進行退磁,不能帶有磁性,否則易發生堵料。模具使用企業要做詳細記載、統計其使用、護理(潤滑、清洗、防銹)及損壞情況,據此可發現哪些部件、組件已損壞,磨損程度大小,武昌模具廠,以提供發現和解決問題的信息資料,以及該模具的成型工藝參數、產品所用材料,以縮短模具的試車時間,提高生產效率。應在注塑機、模具正常運轉情況下,測試模具各種性能,并將后成型的塑件尺寸測量出來,模具廠,通過這些信息可確定模具的現有狀態,找出型腔、型芯、冷卻系統以及分型面等的損壞所在,根據塑件提供的信息,即可判斷模具的損壞狀態以及維修措施。

武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。
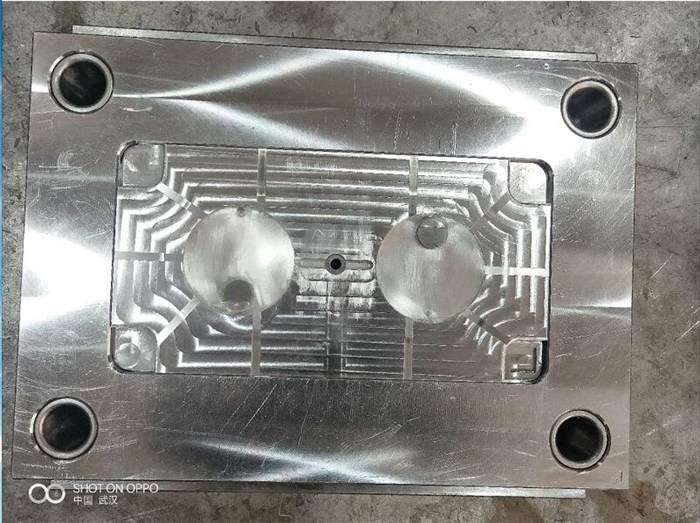
引伸凹模之設計引伸凹模角隅部形狀及逃角形狀是非常重要的設計事項,有關角隅部及逃角之形狀及特征如下:引伸凹模R角值大時較易引伸加工,但亦產生引伸產品表面產生皺摺現象,引伸制品側壁厚度大于板厚。引伸厚板件及頂出困難之場合,凹模R值要取小,約為板厚之1-2倍,一般上圓筒及方筒引伸凹模之大多引伸部作成直段狀,為防止燒著發生、潤滑油油膜之破壞及減少頂出力等目的,直段部下方宜有逃部 (階段形或推拔形) 設計。特別是引縮加工之場合,此直段部有必要盡量少。
您好,歡迎蒞臨漢深科技,歡迎咨詢...
 觸屏版二維碼 |





