







武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。

當毛坯的相對厚度較大,不易起皺,不需用壓邊圈壓邊時,應采用錐形凹模(參見圖 4.2.4) 。這種模具在拉深的初期就使毛坯呈曲面形狀,因而較平端面拉深凹模具有更大的抗失穩能力,故可以采用更小的拉深系數進行拉深。
當毛坯的相對厚度較小,必須采用壓邊圈進行多次拉深時,應該采用圖 4.6.10 所示的模具結構。圖 4.6.10a 中凸、凹模具有圓角結構,用于拉深直徑的拉深件。圖4.6.10b中凸、凹模具有斜角結構,用于拉深直徑 d ≥ 100mm 的拉深件。

模具設計中,遇到很多各式各樣的產品,每個產品都有不同的出模方案,沒有的答案!只有更合適的選擇,這樣可以做,塑膠模具加工,那樣也可以做!不同的人遇到同一個產品也會有不同的方案,但終的結果是一樣的,究竟哪種方案是好的呢,成本重要還是考慮加工方便或者模具結構更簡單等等這些方面都需要我們去衡量,但終決定傾向哪方面,這往往是客戶決定的。
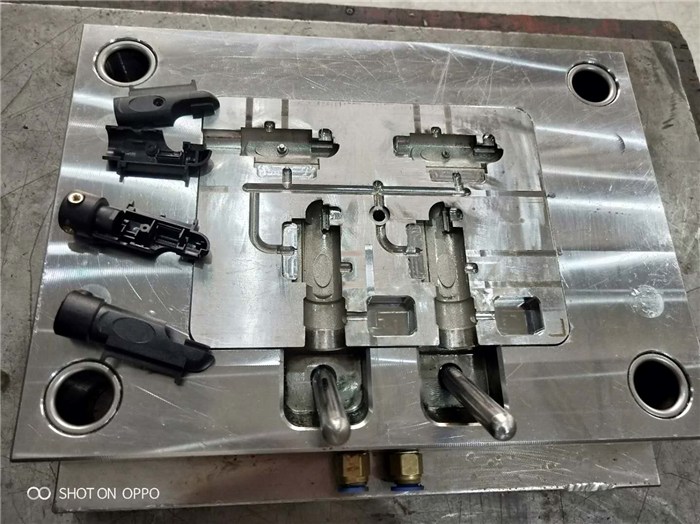
這種產品你們心中的方案是怎樣的呢?
我們來看看上圖這個產品,這是一個開口的產品,從放大圖可以看出內側周圈倒扣,這里要出結構實現脫模,那么我們究竟選擇哪種方案出模呢?你們又是更傾向哪種結構呢?
按照我們公司一般的常規做法就是,兩個角落出行位,三邊出斜頂,這樣頂出是好的,基本不用很多頂針頂出,之前也是做過很多這樣類似的產品,有經驗,所以就選這種方案!然后做DFM給客戶確認,以為客戶會接受這種方案,畢竟有時候很多客戶要的是產品,才不會管你的模具結構是如何的,你只要把產品生產出來給我就行了!
我們自己選擇的方案
然而這個客戶倒是比較在乎模具結構,有自己的想法,所以回復NO,OK,給出了他們的方案,兩個角落處斜頂,三邊出行位,剛剛和我們的方案相反!其實這種產品就像我們開頭所說的,這樣的方案可以,那樣的方案也行,沒有的答案!就看客戶怎么選擇了。
這是客戶給過來的方案
至于為什么客戶要選擇這種方案呢,理由是客戶那邊也有類似的產品就用這種結構,而且正在生產中,想必是沒什么問題,可以穩定生產,所以沒必要再去考慮其他結構可能帶來的不穩定性。既然如此我們也放棄之前的方案,其實遇到這種情況,毫無疑問的去接受,因為客戶就是上帝!
后的模具圖
那么是不是客戶說什么就是什么了呢?未必,有一些我們要堅持的原則那就一定要堅持,例如,骨位太厚會導致表面縮水問題,壁厚不均引起的走膠困難,粘前模等等問題我們堅持客戶更改,否則后面試模出來就很麻煩!我們提前把這些風險告知,如果客戶愿意承擔這樣的結果那也是可以的。那么你們更喜歡哪種方案呢?
按照客戶方案畫的模圖
武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。

要想銑削沒有方向變化的一條直線,注塑模具加工,只要刀尖劃條直線便可,若是方向需要改變,刀尖劃條曲線便可,刀具刀尖方向被改變,這時再想要直線,就要給這條曲線以必須的補償,模具加工,應用五軸加工中心這點是極其重要的。控制系統若未考慮到刀具的長度,刀具是圍繞軸中心來旋轉的,刀具的刀尖不能夠固定,極有可能會移出當前的工作位置,但是在五軸加工中心的系統中具備五軸控制功能,在加工模具的操作中,使用五軸控制系統雖然刀具的方向被改變,五金模具加工,但其刀尖的位置是可以保持不變的,這個過程中xyz 軸必須的補償運動同時也被自動計算進去,此時加工精度明顯提高。
您好,歡迎蒞臨漢深科技,歡迎咨詢...
 觸屏版二維碼 |





